How effective is type 3,4,5 and 6 testing? And how do tests reflect the real world?
Every PPE suit undergoes rigorous, independent testing as part of certification. But what do these tests really tell you about their protective capabilities?
The fact is, just because an item of PPE meets a specific standard and has be subjected to those tests, does not mean it is suitable for your particular application.
Standards and tests often define minimum performance requirements… and your application might require much more than the minimum. Choosing, maintaining and using the right PPE and understanding how well it protects you workforce in your application means understanding the testing in detail.
This blog reviews testing required for chemical protective clothing Types 1, 3,4,5 and 6, as well as the limitations of these tests and and what they mean in terms of real world applications

What Are the General Limitations of Tests?
Tests are conducted in strictly controlled, laboratory conditions which are not necessarily reflective of conditions in the real world. This ensures different fabrics are tested in consistent conditions so that results for different PPE can be compared; the purpose of tests is often to allow comparison of PPE and not necessarily to indicate a level of protection. However, it also means that tests in laboratories are not necessarily reflective of how garments are used in the real world.
Further, the reality of tests is often different to assumptions made about them. It is not uncommon for users to make an assumption about what a test result means that is entirely wrong. This is the peril of not understanding tests properly. The classic case is the permeation resistance test for chemical suit fabric where the term “breakthrough” is entirely misunderstood with potentially disastrous results.
By contrast, some tests are engineered in ways that actually does reflect the real world, but in ways that users may not expect.
An example is the Type 5 whole garment test (outlined below). The fact is, when working in an atmosphere of concentrated dust, unless a gas-tight suit is worn it is very difficult to prevent any penetration inside a suit. The Type 5 standard recognizes this, so the whole suit test does not require zero penetration (this would be unreasonable and no normal Type 5 suit would be able to pass). Yet many users assume that a pass means no penetration. Clearly users need to understand how the test is done and what a “pass” actually means, because even a low level of penetration of highly toxic dust might be important.
These examples show that to interpret standards and the protection PPE will provide in any given scenario properly safety managers must have knowledge of the how tests are conducted, how results are assessed and what those results actually mean in the real world. But before considering the issues that must be addressed, what are the tests required for certification of Type 1,3,4,5 and 6 chemical safety clothing?
What Tests Are Required As Part of CE Certification of Chemical Safety Suits?
The tests fall into four categories:
- Standard tests for all chemical protective clothing Types.
- Tests in separate standards relating to specific types of additional protection (such as anti-static).
- Tests assessing resistance of fabric and construction elements such as seams to liquid or gaseous chemicals.
- Tests specific to the Type of safety clothing and application Type.
The tests are summarized below, with links to content providing more details.
1. Standard Tests for All Chemical Safety Clothing
Physical Properties Performance Tests
All clothing must undergo a series of physical property performance tests on the fabric and seams to indicate the mechanical strength performance. Results are classified 1 to 6 with classifications defined in the support standard EN 14325. These are shown in the table below:-
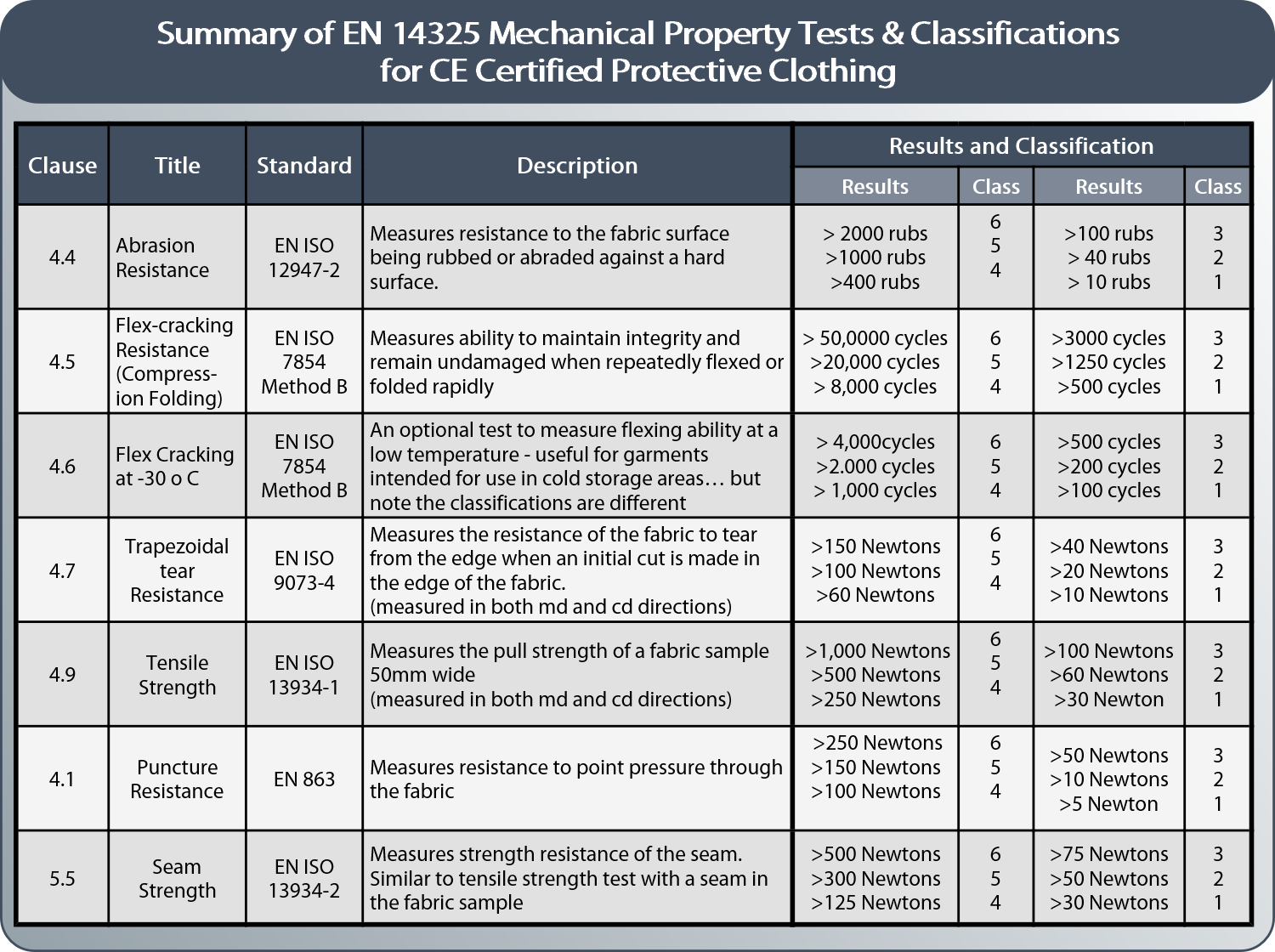
These tests are useful in two ways:-
- To allow strength comparison of different products
- To enable selection of garments with particular strength properties that might be more suited to specific applications
You can discover more about the mechanical properties tests and how to find and use them in our blog here.
Mechanical properties tests are conducted on fabrics (and in the case of seam strength on the garment construction) for all chemical safety clothing. However, There are further optional tests relating to specific properties such as anti-static and infectious pathogen protection which are commonly used but do not form part of the main clothing standards.
2. Tests in Separate Standards Relating to Specific Types of Protection
Anti-Static Properties according to EN 1149
The anti-static standard EN 1149 is separate to the Chemical clothing Type standards and is optional.
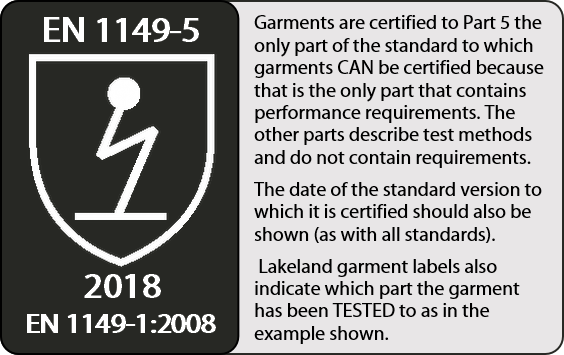 “Anti-Static” is widely misunderstood – in fact it refers to clothing that is “static dissipative” rather than “anti-static”, that is, ensuring a garment will allow dissipation of a charge to earth without causing an electrostatic discharge. It relies however on providing a route to earth; without this the clothing is not “anti-static” regardless of the measured properties of the fabric.
“Anti-Static” is widely misunderstood – in fact it refers to clothing that is “static dissipative” rather than “anti-static”, that is, ensuring a garment will allow dissipation of a charge to earth without causing an electrostatic discharge. It relies however on providing a route to earth; without this the clothing is not “anti-static” regardless of the measured properties of the fabric.
There are also limitations of this standard and the method often used to achieve dissipative properties which can be important. You can read more about this in our blog here, or view our training video (Understanding anti-Static and EN 1149 here) TO BE SUPPLIED.

Protection Against Infectious Agents: EN 14126
Another commonly seen standard – primarily in medical fields – is the EN 14126 standard for protection against infectious agents such as viruses and bacteria. Like the anti-static standard, this is separate from other clothing standards and is optional.
 EN 14126 consists of four tests assessing the resistance of the garment fabric to penetration by different forms of contaminants – such as pressurized liquids, surfaces or dust particles contaminated with an infectious agent. The results of each are classified according to tables within the standard, allowing comparison of performance.
EN 14126 consists of four tests assessing the resistance of the garment fabric to penetration by different forms of contaminants – such as pressurized liquids, surfaces or dust particles contaminated with an infectious agent. The results of each are classified according to tables within the standard, allowing comparison of performance.
Again, however, this standard is widely misunderstood with both a lack of understanding of the need to consider the individual tests within it for any specific application, and a common use of a preparatory test that should not be quoted at all.

Protection Against Radiation-Contaminated Dust: EN 1073
EN 1073 defines a whole garment test specifically for the nuclear industry and indicating protection against dust particles that may be contaminated with radiation. It does not indicate protection against radiation., only against contaminated dust particles.
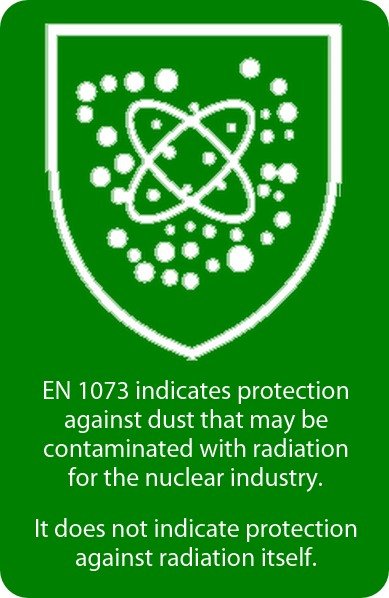 This test is a variation of the Type 5 whole suit test described below. It uses only 6 suits rather than 10 and instead of a simple pass or fail based on Inward Leakage (IL) it defines 3 classes based on average IL levels of 20% (Class 1), 2% (Class 2) and 0.2% (Class 3).
This test is a variation of the Type 5 whole suit test described below. It uses only 6 suits rather than 10 and instead of a simple pass or fail based on Inward Leakage (IL) it defines 3 classes based on average IL levels of 20% (Class 1), 2% (Class 2) and 0.2% (Class 3).
It is worth noting that garments achieving higher classes in this test generally do so by sealing up all connections and the zip cover with additional tape in the test. Without such additional taping the higher classes could not be achieved, so in the real world dust penetration will be much higher than indicated by the test unless such taping is undertaken.
3. Tests Assessing Resistance of Fabric And Construction Elements Such as Seams to Liquid or Gaseous Chemicals
Resistance to Penetration and Permeation of liquid chemicals
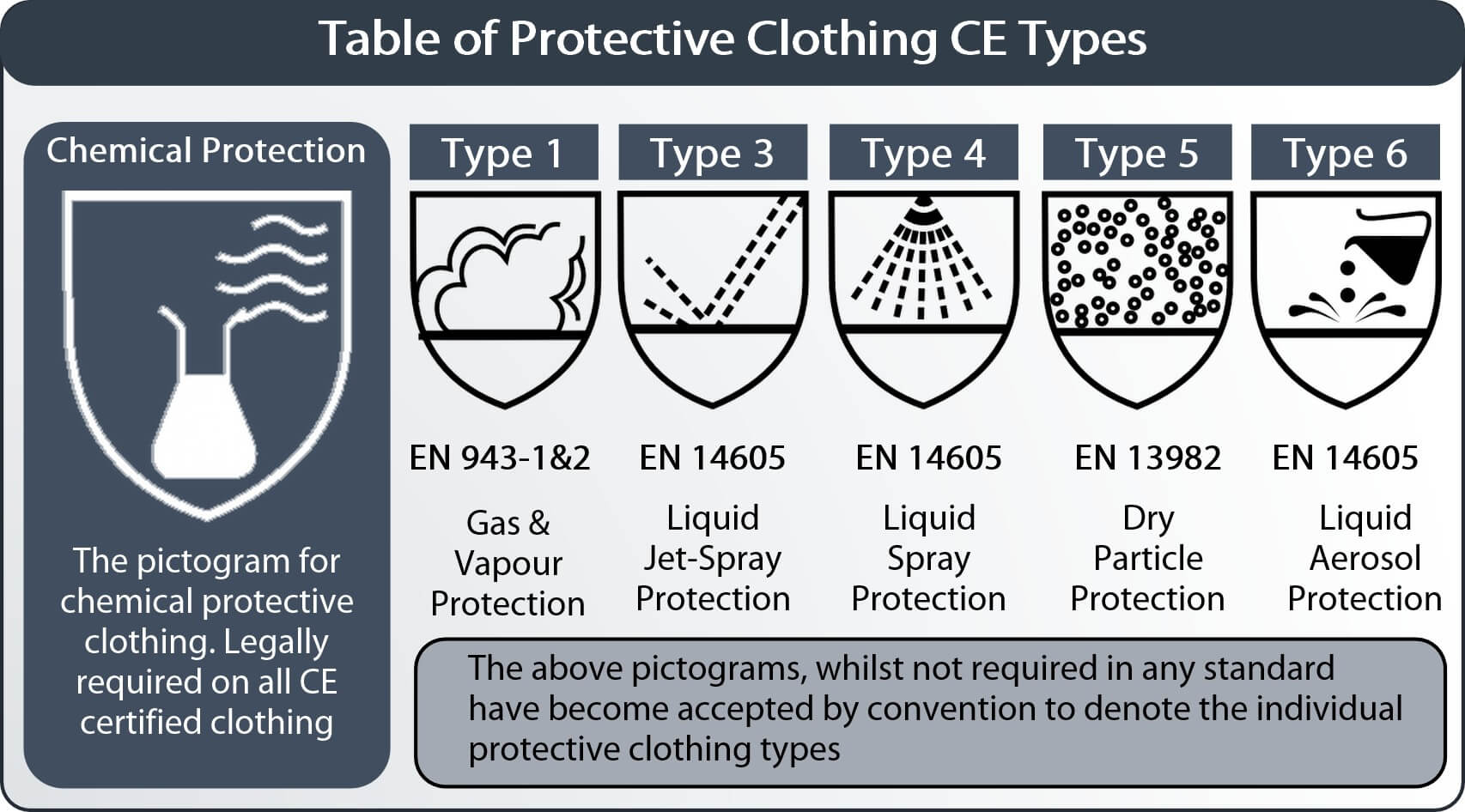
Liquid and gas protection suits are subjected to fabric chemical resistance tests according to Type:-
| Originally there were 6 Types including Type 2 being a “non-gas tight” version of Type 1. But this was withdrawn in the 2015 version of the EN 943 standards. |
- Penetration resistance of liquid chemicals (Type 6), or
- Permeation resistance of liquid or gaseous chemicals (Type 1,3 and 4).
There is no similar fabric test for dust penetration resistance or filtration for Type 5 suits.
Permeation Testing: Types 1,3 and 4 Safety Clothing.
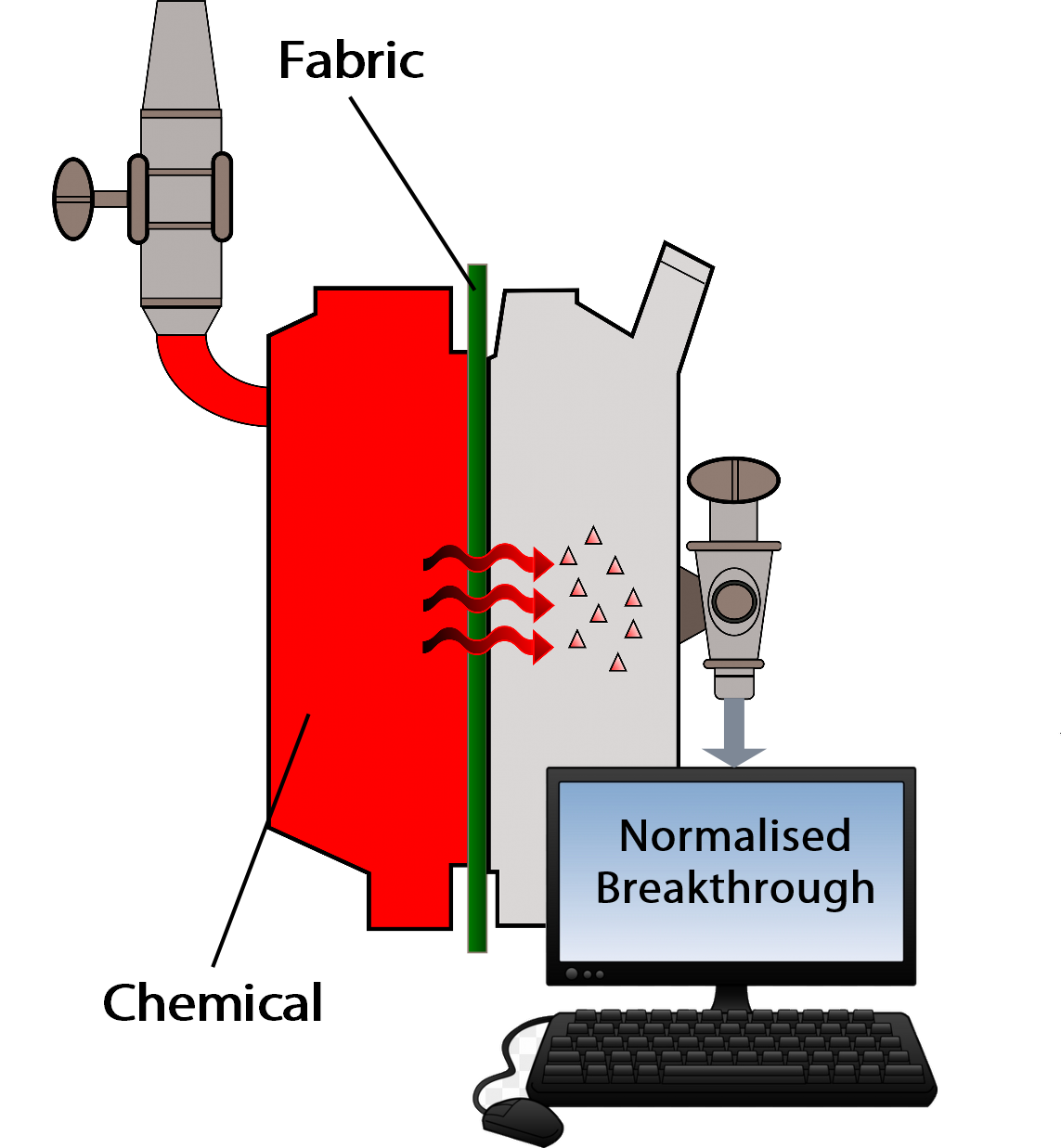 Garment Types 1,3 and 4 are tested for permeation resistance against specific chemicals according to the EN 6529 test (with two methods – one for liquids and one for gases). This uses a test cell to measure resistance of the fabric and seams (and in the case of Type 1 gas tight suits, all other exposed components) against permeation of specific chemicals. Results are classified according to two methods:-
Garment Types 1,3 and 4 are tested for permeation resistance against specific chemicals according to the EN 6529 test (with two methods – one for liquids and one for gases). This uses a test cell to measure resistance of the fabric and seams (and in the case of Type 1 gas tight suits, all other exposed components) against permeation of specific chemicals. Results are classified according to two methods:-
Normalized Breakthrough. The time until the RATE of permeation reaches either 0.1µg/cm2/min or 1.0µg/cm2/min (normally 1.0µg/cm2/min is used). Results are classified from 1 to 6 with 6 the highest. This classification is primarily to be used for comparison of fabric performance.
Cumulative Breakthrough Mass. The time until a mass or volume of either 20, 75, or 150µg/cm2 is reached. These levels are based on known dermal toxicity thresholds – the mass of chemical known to be likely to cause harm – for the chemical. Again fabrics are classified as 1 to 6 with 6 the highest. This classification allows an assessment of the effectiveness of protection against a specific chemical and of how long a suit is safe to use.
| The second, cumulative permeation method was introduced in the 2018 version of EN 14325 in recognition of the limitations and widespread misunderstanding of the original “breakthrough” method. |
The biggest misunderstanding in PPE?
The key problem with permeation testing has been the widespread misunderstanding of “Normalized Breakthrough” which does NOT indicate a safe-wear time and does NOT indicate that a wearer is safe. You can read more about this in our blog here.
Understanding the difference between penetration and permeation is important:-
Permeation is a molecular level process whereby molecules of a chemical will pass between the molecules of a barrier fabric. Testing deals with volumes of chemical that are very small (µg = “microgram” – one millionth of a gram) so is primarily relevant for higher level protection (Types 1,3 and 4) and for chemicals that may be harmful in very small volumes.
Penetration is a macro level event when a liquid or dust passes through holes or gaps in the fabric or garment construction. It deals with larger volumes so is more relevant for lower level protection (Type 6) and for chemicals that are only harmful in larger volumes.
You can view a video explaining the difference between penetration and permeation here.
Penetration Testing: Type 6 Safety Clothing
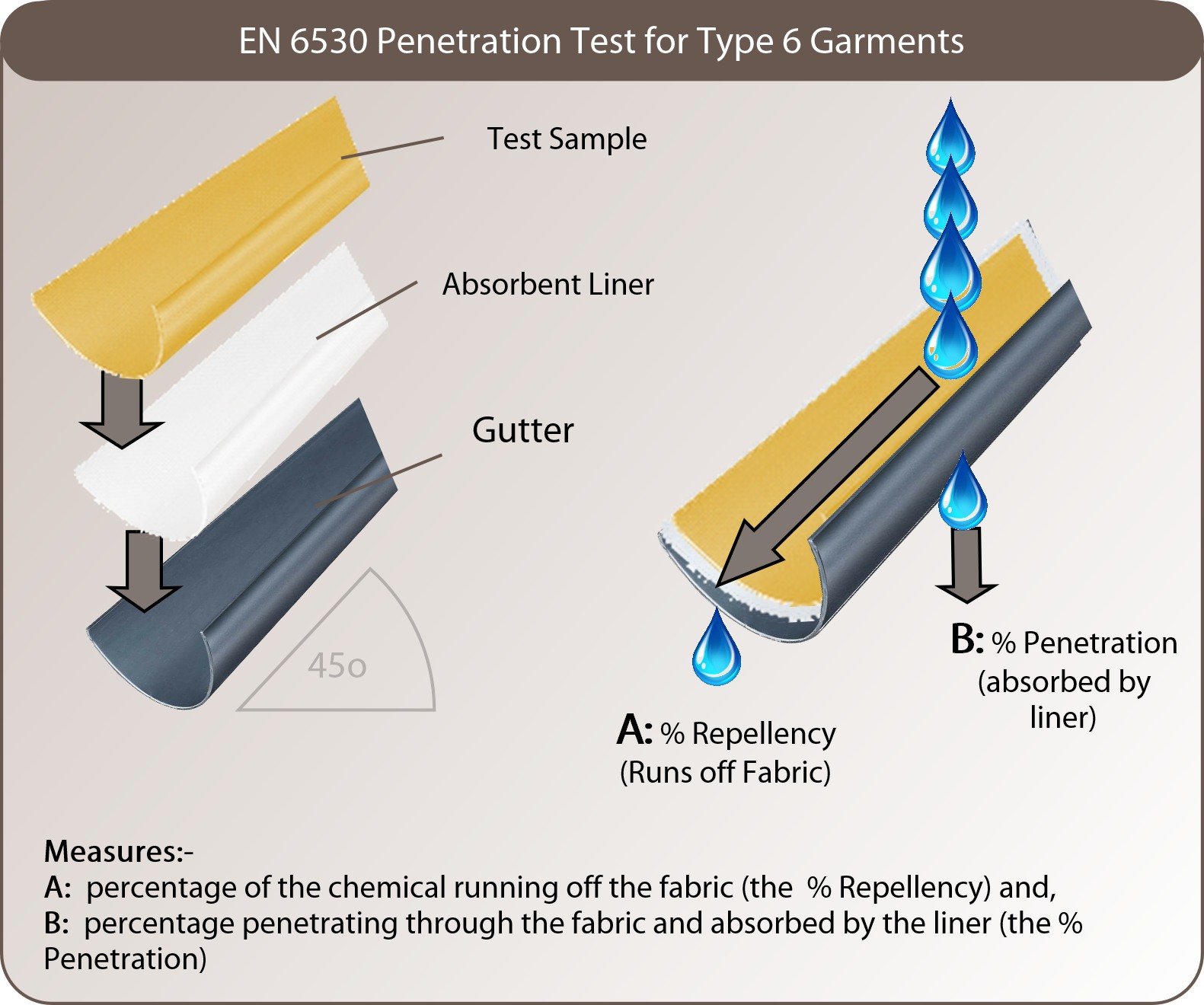
Type 6 garments for protection against aerosol liquid sprays or limited splash must undergo penetration testing according to EN 6530. This is also known as the “Gutter Test” and records both the repellency (the percentage repelled by the fabric) and penetration (the percentage penetrating the fabric) for four specified chemicals (Sulphuric Acid 30%, Sodium Hydroxide 10%, o-Xylene and Butan-1-ol). Results are classified as 1 to 3, with 3 the highest. A pass requires at least one Class 3 for penetration and one Class 2 for repellency. For this reason often only two chemicals are quoted by manufacturers, but knowledge of the results for all four chemicals can provide useful comparative information.
|
In the Type 6 penetration test, the results of repellency and penetration percentages rarely add up to 100%. So where is the remaining chemical not measured? The answer: It is probably absorbed into the fabric sample. This might be important over time; as that absorption increases the fabric may become saturated, at which point penetration may happen much more quickly. |
For users of safety clothing, a key point to understand about the penetration test is that a pass does allow some level of penetration – which might in some cases be important.
It is also worth noting that there is no equivalent test for Type 5 garments for protection against hazardous dusts. The only test in this case the whole garment Type Test as described below.

The above tests provide an indication of garment fabric effectiveness in resisting penetration or permeation of liquid chemicals. But they primarily test fabric or elements of construction rather than the whole garment. How is the whole garment, rather than just fabric or individual components tested? This is described below.
4. Whole Garment Tests Specific to the Type of Safety Clothing and Application Type
All garment types undergo a “Whole Garment Type Test” to indicate the resistance of the complete ensemble against penetration by the type of liquid spray or dust particles for which it is designed. More than any other, it is these tests that indicates the type of protection and defines the differences between garment types.
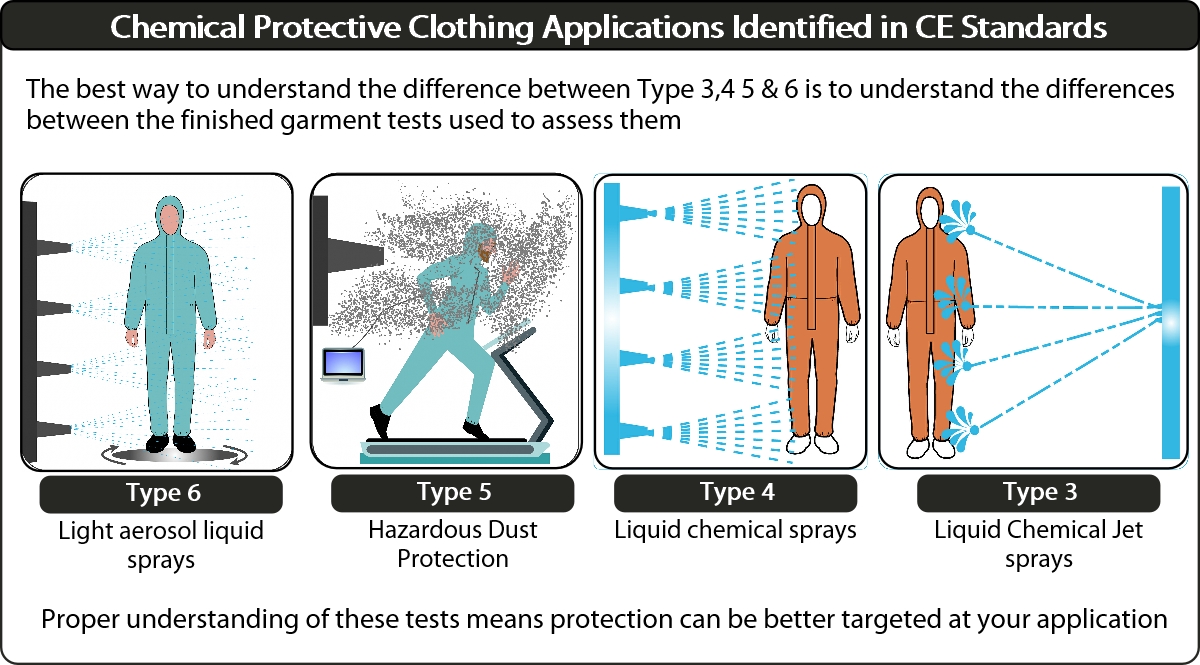
Liquid Chemical Whole Garment Type Tests: Types 3,4 and 6
These tests use the same basic format in which a test subject enters a spray cabin, is subjected to different types of liquid spray depending on the protection Type, and an assessment of penetration is made to indicate pass or fail. These tests define the different types and level of liquid protection provided:-
Type 6. EN 13034. Test Reference EN 17491-4: Method B.
Four nozzles emit an aerosol spray of liquid. This is very light and with no pressure of liquid on the garment and a limited volume of liquid.
Type 4 (EN 14605). Test Reference EN 17491-4: Method A.
Four nozzles issue a heavier spray – more like a spray from a domestic shower – of the same liquid. There is little pressure of liquid on the garment but the garment becomes well soaked.
In both Type 6 and 4 tests the spray lasts one minute whilst the test subject makes a stepping motion and rotates once on a turntable so all sides of the garment are subjected to the spray.
Type 3 (EN 14605) One nozzle issues a strong jet spray directly at specific, potentially weak points on the garment – the zip fastening, the crotch, any point where seams are often stressed or where three or four seams meet. There is no specific time period or liquid volume defined. The spray points are selected according to individual garment assessment and each spray lasts five seconds. This puts strong liquid pressure onto the garment – strong enough to burst weak seams or push open a weak zipper cover.
For all three liquid spray tests the other parameters are the same:-
- Before each, the test subject undergoes a series of seven exercises such as walking, crawling, and climbing steps in order to simulate normal working stresses on a garment. Should any garment tear at this stage the tests will not go ahead.
- The liquid is water dyed red or blue, and an additive is used to reduce its surface tension (this increases its tendency to wick through any small holes).
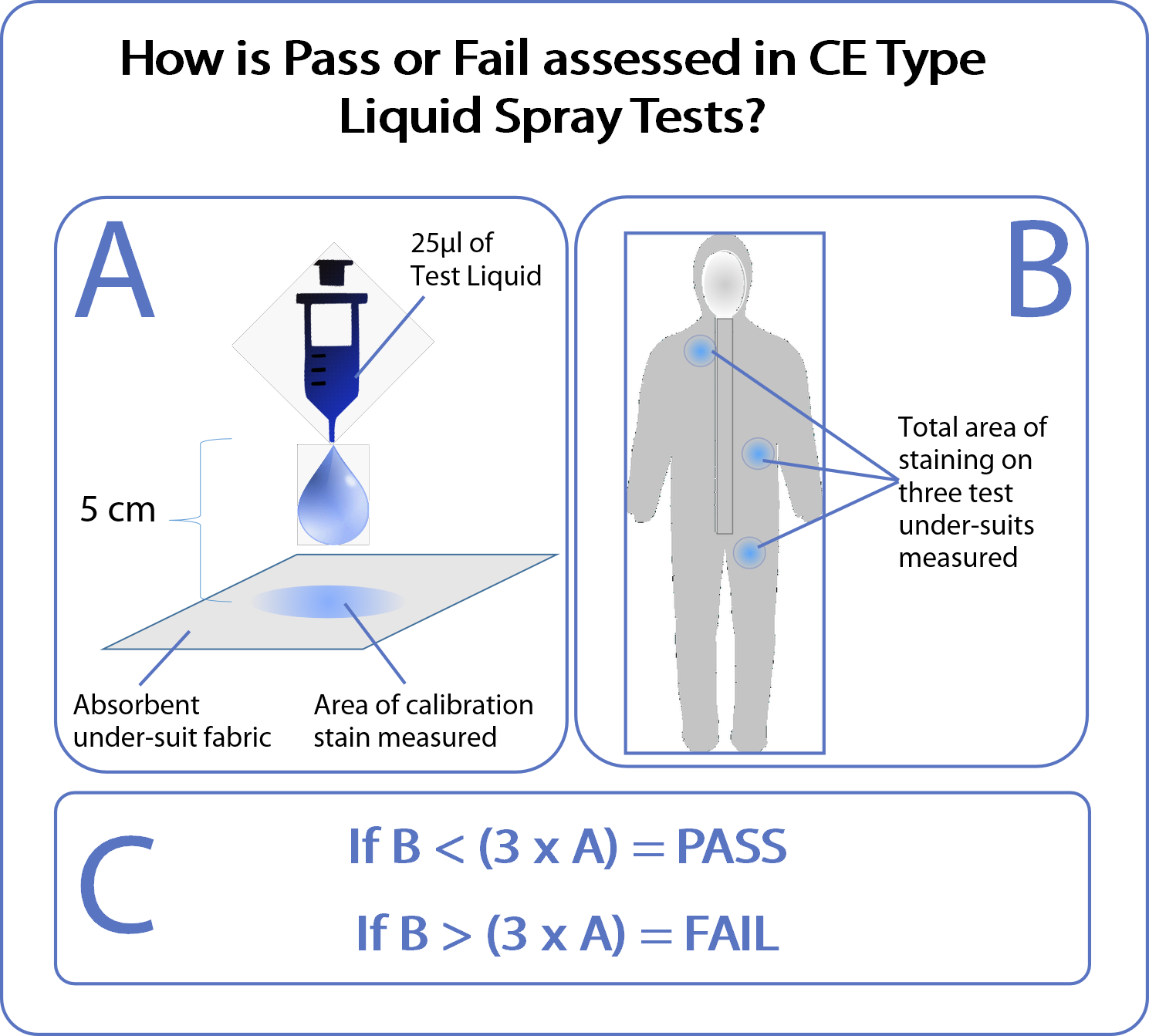
- The test subject wears an absorbent white suit under the test PPE. This both enhances wicking through any holes by drawing the liquid through and will indicate by staining if any of the test liquid penetrates inside the test suit.
- After spraying, each suit is allowed to drain for one minute then the test suit is carefully removed and any staining of the inner absorbent suit is identified and measured.
- Three suits are tested and a pass or fail is defined by comparing the total area of staining with a calibration stain as shown in the image.

For a garment to be certified to the standard it must pass this test. Understanding the differences between Types 3, 4 and 6 is important in understanding the types of applications for which these different garments are suitable. It can also help users in ensuring that the optimum balance between protection, comfort and cost is achieved.
However, it is critical that users recognize that a pass in these tests does allow some level of penetration. Whilst minimal, this might be important where Type 3 or 4 garments are protecting against highly toxic chemicals.
Watch the videos in the links to see the difference between Type 3 and Type 4 tests, useful in identifying which applies to your application.
Hazardous Dust Protection: Type 5: EN 13982. Test Reference EN 13982-2.
The Type 5 Whole Garment test is similar to the liquid tests. In this case, a test subject enters a chamber which is filled with dust particles (sodium chloride of varying particle size). The subject stands on a treadmill and performs three movements (walking, squatting and standing still).

Three particle count probes (behind the zip, at the knee and at the small of the back) record particles penetrating inside the suit, whilst another in the chamber assesses the “challenge count”. Using these results, a percentage of “Total Inward Leakage” (TIL – the percentage of the challenge count that penetrates inside the suit) can be calculated.
Ten suits are tested, producing 90 IL measurements (10 suits x 3 probes x 3 movements) along with an average TIL for each of the 10 suits. A pass requires that:-
- 82 of the 90 individual results must be ≤ 30%
- 8 of the 10 average suit results must be ≤ 15%
The implications of this for users are clear:-
- A pass in this test does not mean that no penetration of dust has occurred. A suit having passed this test may not prevent all dust from penetration.
- The Inward leakage – which might be up to 15% for each suit – is a percentage of the challenge concentration outside the suit. Thus, the greater the challenge concentration, the larger the actual volume that might penetrate.
It is for this reason that the Type 5 standard specifies that in some cases – where dust concentration and/or the toxicity is high – a suit passing this test may not be enough and even a gas-tight, Type 1 suit might be required.
Gaseous Chemical Protection- Type 1: EN 943 Parts 1 & 2 (Part 2 is for Emergency Teams)
Type 1 gas tight suits are subjected to three types of test:
- Inward leakage. A test similar to the Type 5 inward leakage test requiring no penetration.
- An “Inflation test”. This involves inflating the suit to a specified pressure and ensuring that it does not deflate over time.
- A range of “practical performance” tests designed to simulate a working environment and involving walking, crawling and performing a mechanical task. The inflation test above should be passed before and after the practical performance tests. The essential difference between parts 1 and 2 are that Part 2 features more demanding and additional practical performance tests.

Having summarized all the fabric performance, penetration or permeation and whole suit garment Type tests for all the Types of chemical safety clothing defined in standards, the real question for users is “how do these tests translate to the real world?”
Implications for Real World Applications of Details and Limitations of the CE Tests
As ever, proper understanding of the chemical safety clothing standards and tests is important both in selecting an appropriate garment and in understanding the type of application for which a garment might be suitable.
However, they are a starting point only.
The decision will depend on other factors – especially given that the whole garment Type Tests do allow some level of penetration both for dusts and liquids.
| A garment certified to Type 6 may or may not be suitable for an application that you identify as featuring a Type 6 aerosol spray. Factors other than the spray type – such as the toxicity of the chemical – may be important. |
Thus, when understanding how a test result can be applied to the real world, there are a number of factors which need to be considered:-
- The spray type in an application does not necessarily define the suit Type you need. For example, an application may involve a Type 6 aerosol spray. However, if the chemical in question is highly toxic, then a Type 6 suit (which generally feature lightweight, pervious fabric and stitched seams) is unlikely to provide sufficient protection.
- Similarly, when protecting against dust, a standard Type 5 coverall may not be enough where the dust is in high concentration or is highly toxic.
- Other features of a liquid chemical may be important. For example, if the chemical has a low boiling point, it may vaporize and become a gas so that gas protection is required. Read about other properties of chemicals you need to understand before using it in our blog here.
- All tests are conducted in controlled laboratory conditions with temperature often being a key control. This could be a problem; permeation testing is conducted at 23oC and temperature is known to affect permeation rates. A general rule of thumb is that rate of permeation may double with every 10oC rise in temperature. Thus, a lab test result may give an entirely false impression of permeation compared to the real world.
- Whole garment tests for dust and liquid protection are out of necessity (to protect the subject!) conducted in conjunction with face mask, gloves and boots. In most cases, tape is used to seal the joins – primarily because the greatest likely source for penetration is through the joins between different items of PPE. But do users in the real-world tape joins in the same way as in most tests? In some cases, yes. In some cases, no. The point is, a whole garment test has not necessarily been conducted in a way that reflects how you use that garment in your own application. Garment User Instructions should normally indicate if tape has been used in whole garment Type Tests.
- Generally CE standards test garments in isolation. Yet in the real world, PPE is often used in conjunction with other PPE – and in situations where one may affect the performance of the other. A classic example is the use of disposable coveralls over FR workwear when chemical, flame, and heat protection is required concurrently. The result can be that flame and heat protection is undermined.
Conclusion: Being aware of standard is not enough, you need to understand what the tests in those standards actually tell you.

In the final analysis, safety managers and PPE end users need to understand standards and the tests within them properly to interpret what they actually mean. A failure to recognize a simple truth of a test – such as the fact that a certified Type 5 suit can allow up to 15% of dust in the surrounding atmosphere to penetrate inside the suit – and that may be in a test with the zip and joins between other PPE sealed with tape – could have drastic consequences for users and mean that they are not as well protected from that dust as you might have assumed. And if you are protecting against a highly toxic dust such as asbestos, this might be critical.The fact is, there are many limitations and idiosyncrasies in tests used to assess chemical protective safety clothing. Unless you have an understanding of them, you may not be protecting workers as well as they should be protected. And of course, when protecting against hidden “killer chemicals” when contamination might not be even noticed, this could herald unrecognized disaster to come.