
EN standards define 5 “Types” of application-based chemical protective clothing. But what do they mean and how do they differ from North American OSHA protection levels?
For a global business looking to standardize PPE in every regional base the need to meet multiple local standards and conventions is a challenge. When managing hazardous chemicals in the workplace an understanding of the differences between regions can be useful. This blog aims to explain the chemical protective clothing Types defined by EN standards, the OSHA Protection Level guidance used in North America, and to show where they are different or similar.

EN Standards for Types of Protective Clothing
The system launched in the European Economic Community in 1995 aimed to improve the levels of protection against workplace hazards by introducing a legal requirement that all PPE should meet minimum performance requirements. This was achieved through the publication of standards for PPE performance, with compulsory compliance being independently audited and approved by appointed “Notified Bodies”, and indicated on PPE labels by the now well-known CE mark.
|
|
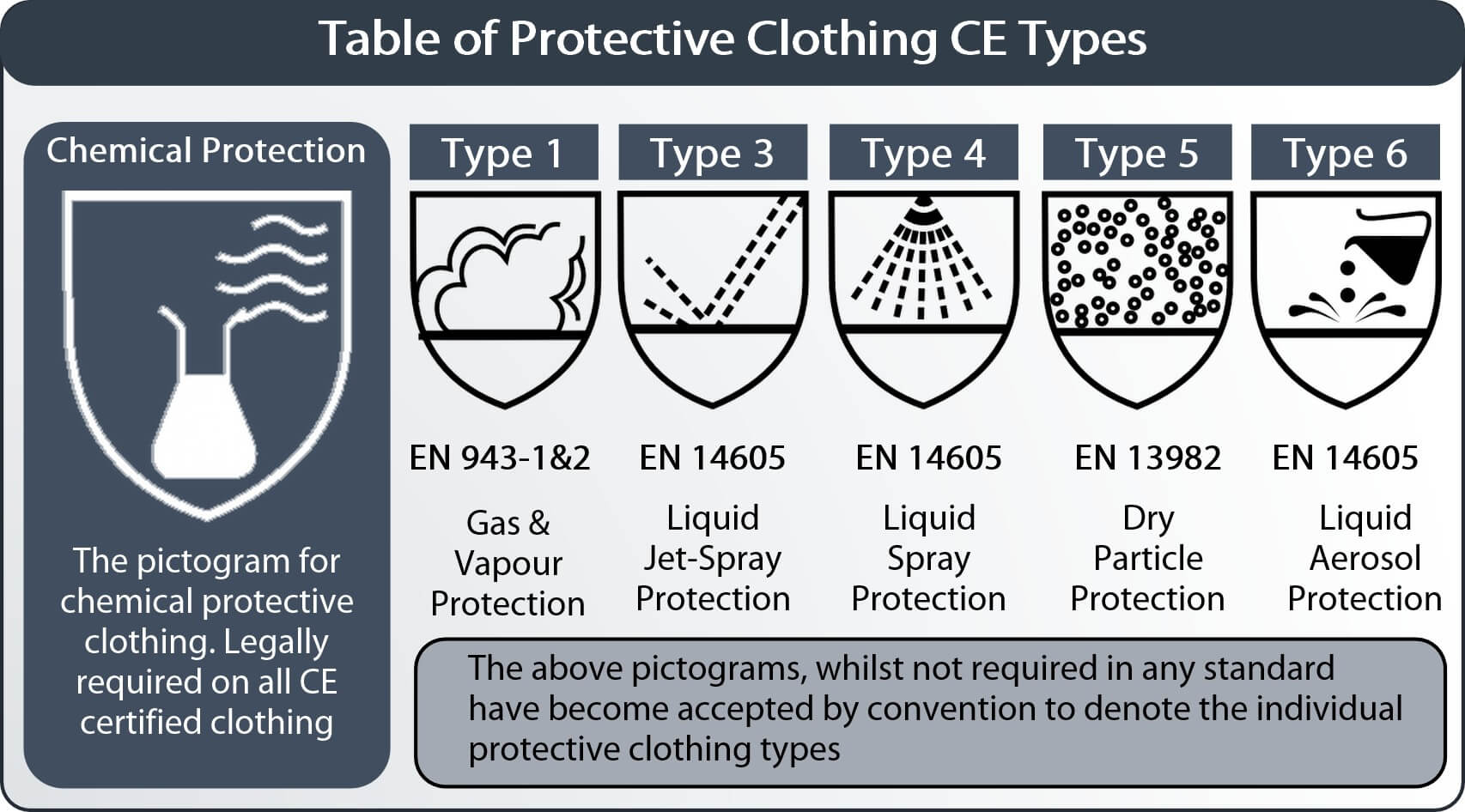
For chemical protective clothing several CE standards define performance requirements according to the hazard; it’s state: liquid, dust, or gas, and in the case of liquids: light aerosol, liquid, or jet sprays. These define 5 “Types” of clothing according to level and type of protection provided.
|
A Notified Body is an organization appointed by an EU member government to audit specific types of PPE according to relevant standards and to issue a CE certificate based on that audit. For Safety Managers it is useful to know that certification and all required testing is conducted independently of the manufacturer. |
Meanwhile in North America no such mandatory or optional standards exist for chemical protective clothing. However, OSHA, the Occupational Safety & Health Administration, the government agency charged with “ensuring safe and healthful conditions for workers” has issued four “Protection Levels” as guidance for choosing PPE for protection against hazardous materials in the workplace.
The PPE or the Hazard? An Important Difference
A key difference between the approaches of Europe and America is that whilst European chemical suit standards focus product – in this case clothing that protects the skin of the wearer, with respiratory and ingestion hazards dealt with by other standards, the protection levels in America address whole body protection including, and treating as primary, protection against respiratory hazards. Thus, the OSHA levels address all the required PPE, considering respiratory protection as paramount, whilst the EN standards have different standards for different PPE.
|
(This distinction between product and hazard is also seen in other protection types. For example, the EN standard for fire fighters clothing, EN 469, defines requirements only for clothing, with other fire-fighters PPE being addressed by separate standards. In North America however, the equivalent NFPA 1971 standard considers requirements not only for clothing but also for helmets, gloves, boots and so on. It’s title refers to “…protective ensembles…” for fire-fighters rather than “fire-fighters’ clothing”. |
This means direct comparison of the EN standards and OSHA protection levels is difficult; there are no direct equivalents. However, below is an analysis of both and a summary of how they compare.
EN Standards for Chemical Resistant Protective Clothing
In EN standards all PPE is classified as follows: –
| Category I | Products designed to protect against minimal hazards |
| Category II | Intermediate products that are neither category I nor III |
| Category III | Products designed to protect against hazards that may cause serious injury or are a threat to life |
The key standards for chemical protective clothing are: –
| Type 6 | EN 13034: Clothing for protection against light aerosol sprays of liquids |
| Type 5 | EN 13982: Clothing for protection against Hazardous Dusts |
| Type 4 | EN 14605: Clothing for protection against liquid (shower-type) sprays |
| Type 3 | EN 14605: Clothing for protection against liquid jet sprays |
| Type 1 | EN 943: Gas-tight Clothing for protection against gases and vapours. (This is sub-divided into parts 1 and 2, with Part 2 being clothing for Emergency Teams and featuring additional requirements) |
|
Originally there were 6 TYPES, Type 2 being included in EN 943 and being air-fed “non-gas tight” clothing. However, this was rarely used and commonly misunderstood, so was withdrawn in the 2015 version of EN 943 |
Garments certified to either one or more of these standards must display the specific pictogram below to indicate “chemical protection” on the label.
 However, in addition many manufacturers also use the pictograms shown in the table below to indicate the Type of clothing. Note that these Type-specific pictograms are not required by the standards but are a convention adopted by many, though not all, manufacturers. Some prefer to use their own symbols. The standards do, however, require the “Type”, standard number and date is referenced on garment label.
However, in addition many manufacturers also use the pictograms shown in the table below to indicate the Type of clothing. Note that these Type-specific pictograms are not required by the standards but are a convention adopted by many, though not all, manufacturers. Some prefer to use their own symbols. The standards do, however, require the “Type”, standard number and date is referenced on garment label.
How is Chemical Resistant Clothing Tested?
The process for certification of clothing to these standards includes three types of testing:-
| 1. Tests assessing the physical properties of garment and construction. |
Abrasion Resistance Test methods for each are given in separate referenced test standards with the results of each classified as 1 to 6 (6 being the highest). Classifications are defined in tables in the reference standard EN 14325. |
| 2. Tests for resistance of the fabric against either penetration or permeation of liquids or gases. |
Resistance to Penetration / Repellency test for Type 6 garment fabric (EN ISO 6530) Assesses the ability of a fabric suspended at 45o to resist penetration of four specific liquids, identifying a percentage for both penetration and repellency and classifying each as 1 to 3 (3 being the highest) with minimum performance requirements. Resistance to Permeation of chemicals for Types, 1,3 and 4 garment fabric (EN ISO 6529) Assesses resistance against permeation of chemicals. The standard for Type 3 and 4 does not define any specific chemicals, but those tested are dictated by the application. The standard also requires at least one test with a minimum class 1 result on a “seams exposed in use”. The Type 1 standard for gases and vapors however specifies 16 chemicals that must be tested on fabric, seam and components such as visor and gloves and with minimum performance requirements. |
| 3. “Type” tests on the whole finished garment. |
The testing that defines the difference between the clothing Types is primarily the “Type Test” on the whole garment. The principle for each is the same: –
|
| It is important to recognise that permeation test results, given as a “breakthrough time” and classified as 1 to 6 (6 being the highest), do not indicate when the chemical first “breaks through” the fabric. The result is intended to be used for comparison of fabrics, not to indicate a garment is safe to wear. You can discover more about this here. | |
The test and assessment criteria for each Chemical Protective Clothing Type is shown below: –
Type 5: Type Test for Clothing for Dust Protection
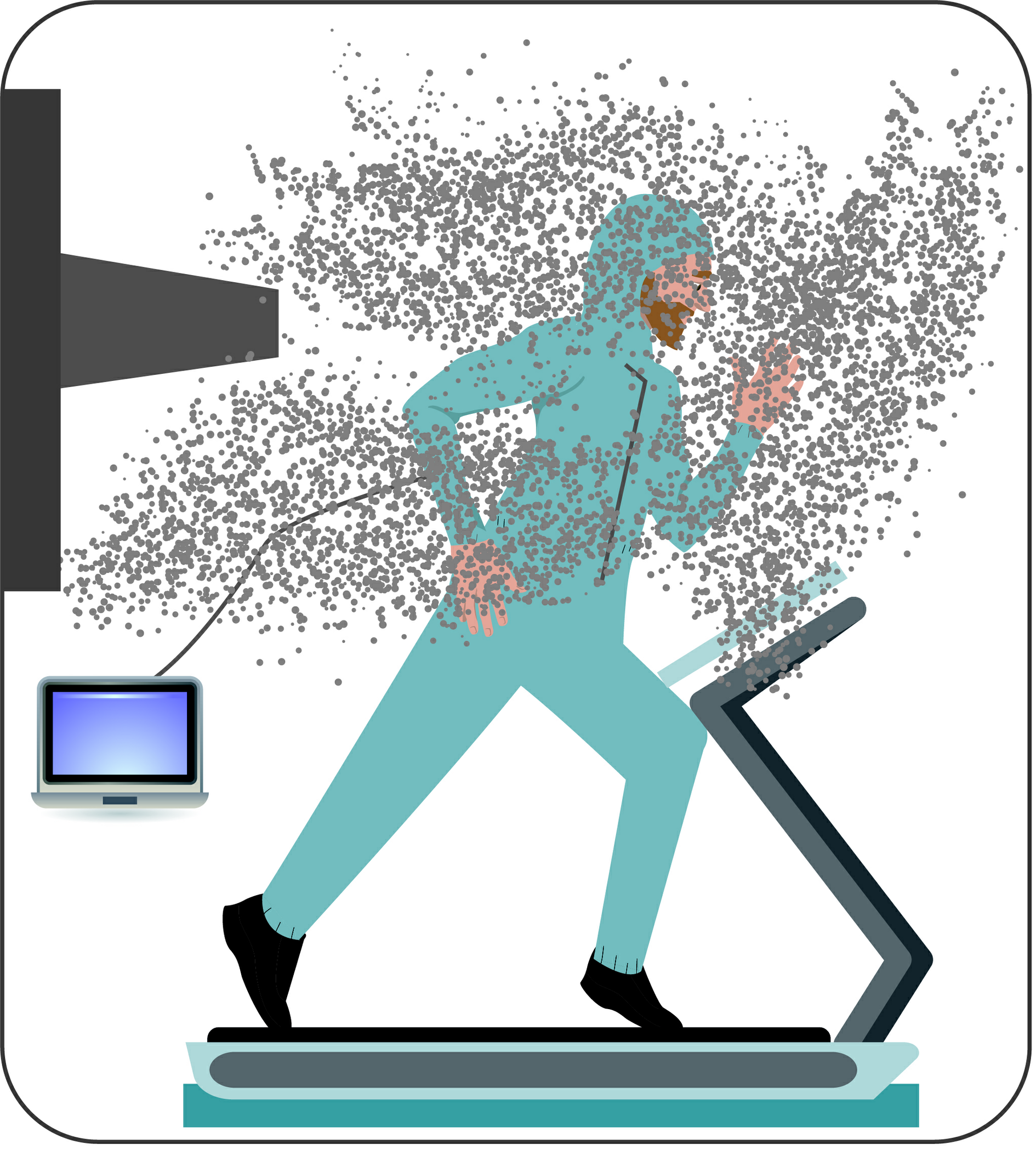
- The test subject stands on a treadmill and performs three “movements” during the test: walking, squatting and standing still.
- Three sensors inside the suit measure particles that penetrate, whilst a fourth outside in the cabin produces a “challenge count”.
- Using this information calculations of “Inward leakage” are made for each sensor and during each movement.
- Pass or fail is defined according to specific criteria for the inward leakage.
It is worth noting that a pass does NOT mean no penetration has occurred. Allowance is made for some penetration of the dust.
Protection against Hazardous Liquid Chemicals
For Types 3,4 and 6 liquid protection, the test subject wears a white, absorbent coverall underneath the test garment. Because this stains easily it acts as an indicator of penetration. The liquid used is is water and is the same in each test: –
- Its surface tension is lowered using a surfactant. This increases its tendency to wick through any small holes in the garment construction so making the test more challenging.
- It is died red so that any staining of the absorbent under-garment will be apparent.
Type 6: Type Test for Clothing for Liquid Aerosol Protection
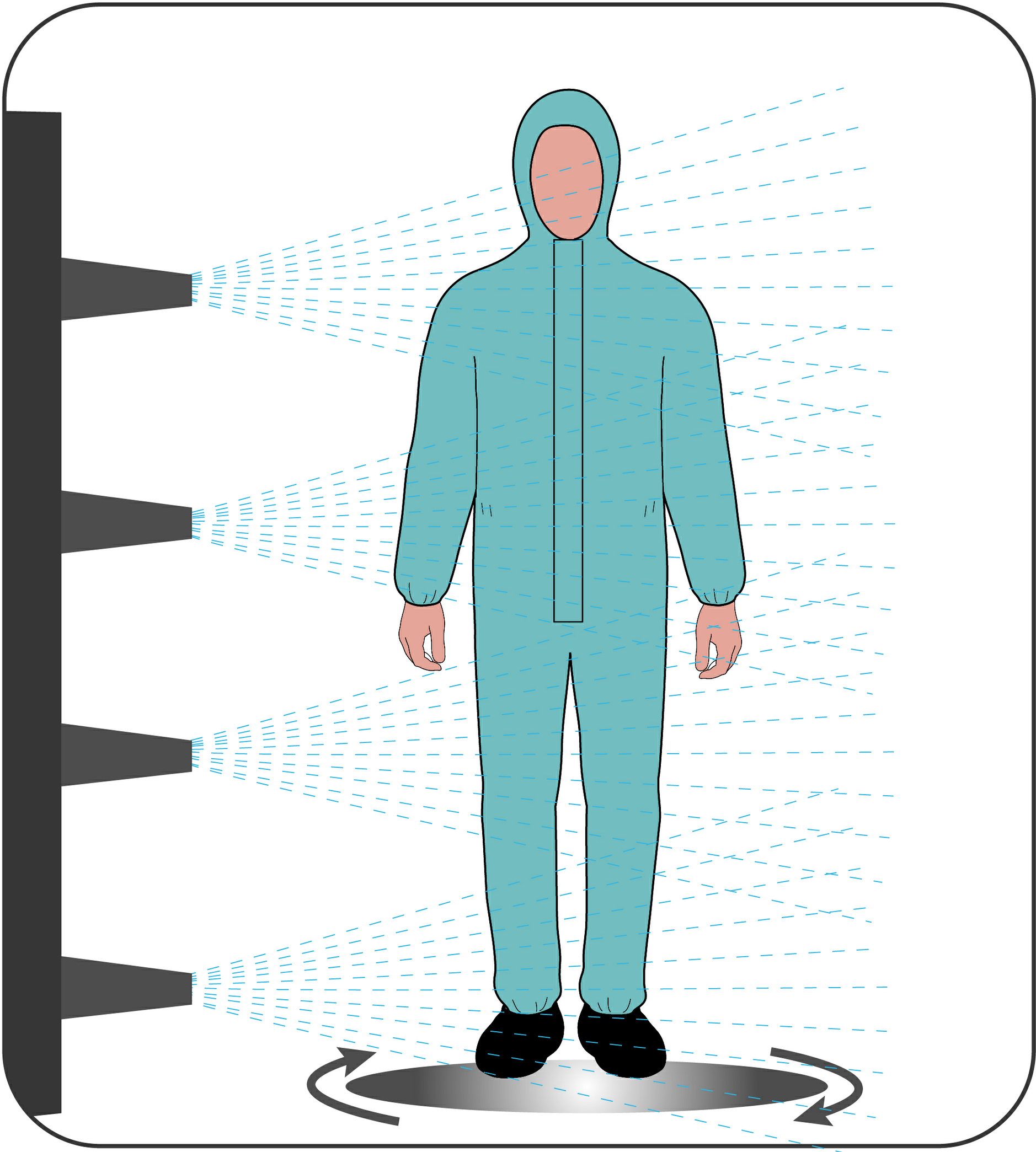
- The test subject stands on a turntable that rotates once in one minute
- As the turntable rotates, the subject makes an exaggerated walking motion. This ensures exposure of the liquid to all parts of the garments
- Four nozzles at a distance of 1.5M from the center of the turntable spray the garment with an aerosol of the test liquid for one minute as the turntable rotates.
- The garment is then allowed to drain for two minutes and carefully removed.
- The total area of any staining of the indicator garment of three tests is measured and a pass or fail calculated
| How is pass or fail assessed in the liquid protection Type Tests? |
|
In the Type 6, 4, and 3 liquid spray tests the assessment of pass or fail is the same. Three garment samples are tested. Using the liquid from the test, 5 microliters are dripped from a height of 5cm onto a clean section of one of the undergarment samples and left for one minute. The area of the stain it creates is measured and serves as the “calibration stain”. After testing three garments, the total area of all staining on all three indicator garments is measured. For a pass, the total stain area must be less than three times the area of the calibration stain. Whilst complex, this method does ensure the result is directly related to the conditions of the test on the day, accounting for variations in atmospheric pressure or liquid surface tension, rather than to some benchmark parameters which may not be always replicated accurately. It is also worth noting that a pass does not mean the there has been no penetration as some is allowed. This might be important for applications involving highly toxic chemicals. |
Type 4: Type Test for Clothing for Liquid (shower-type) Sprays
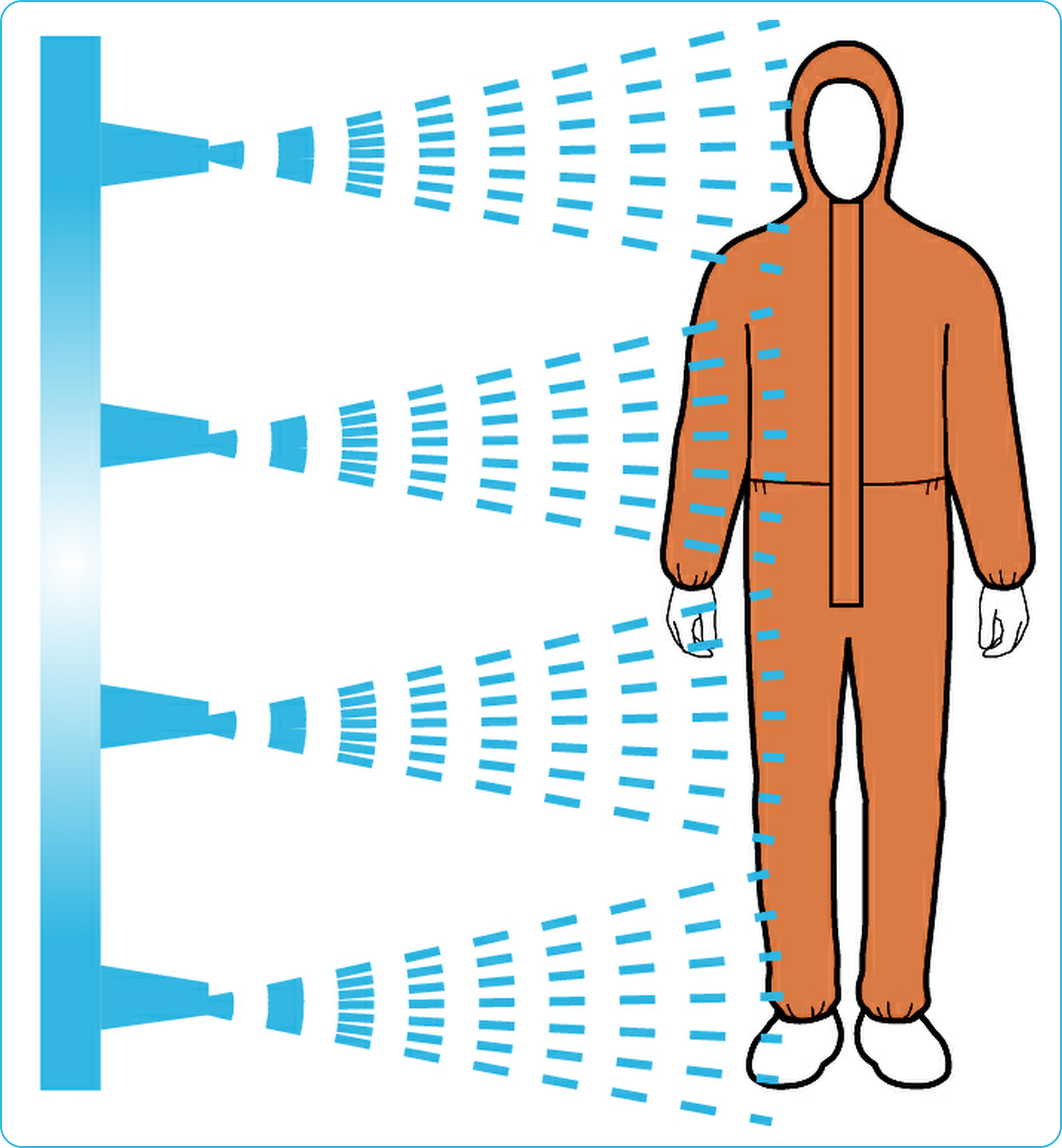
- The test subject stands on a turntable that rotates once in one minute
- As the turntable rotates, the subject makes an exaggerated walking motion. This ensures exposure of the liquid to all parts of the garments
- Four nozzles at a distance of 1.5M from the center of the turntable spray the garment with a liquid spray (of the type and pressure of a standard shower head) of the test liquid.
- The garment is then allowed to drain for two minutes and carefully removed.
- The total area of any staining of the indicator garment of three tests is measured and pass or fail calculated
Type 3: Type Test for Clothing for Liquid Jet Sprays
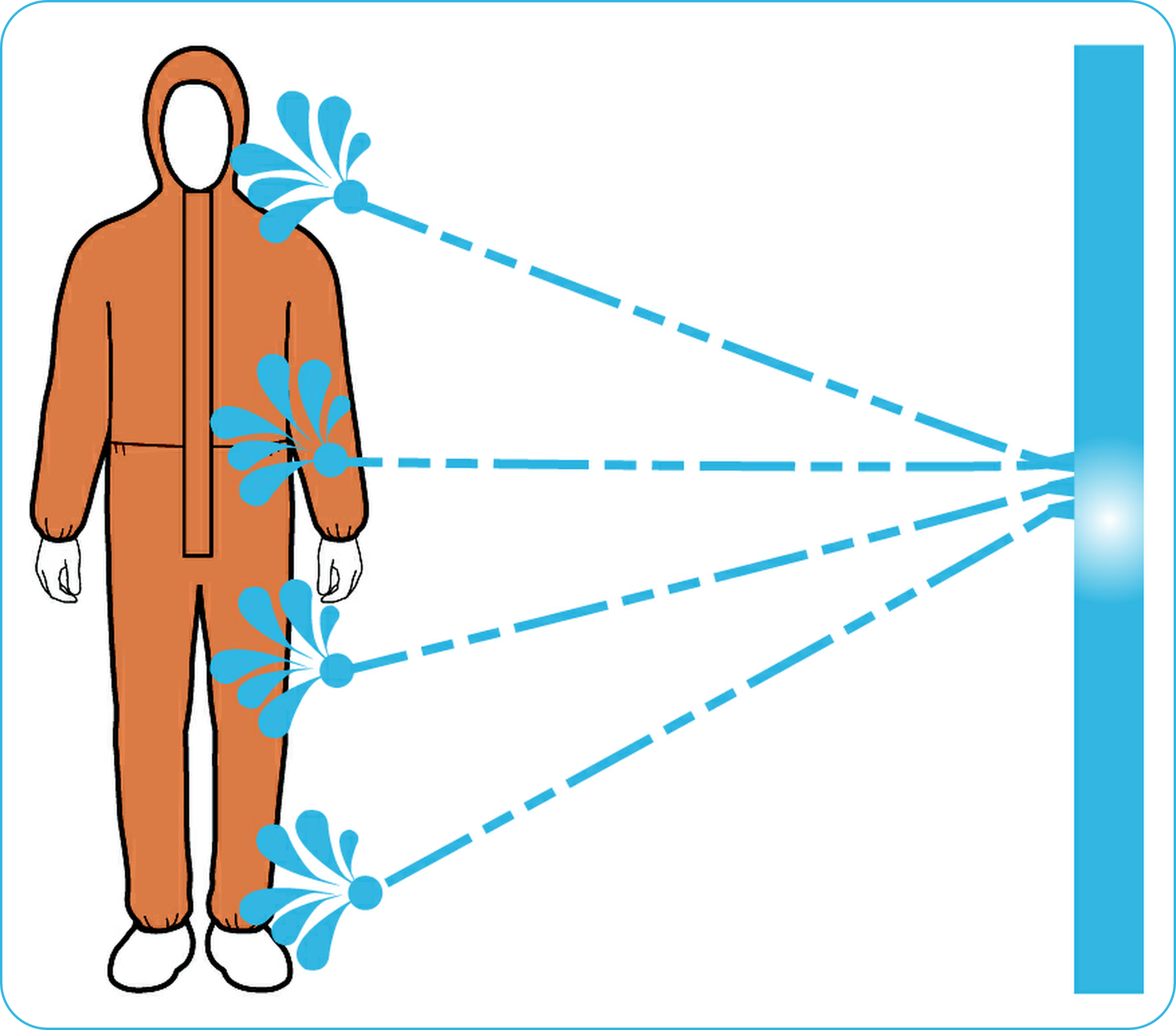
- The test subject stands motionless as indicated by the test supervisor.
- A single jet nozzle issuing a pressurized stream of the liquid is sprayed horizontally at “potential weak spots” of the suit as directed by the operator. The distance between the nozzle and contact with the suit is maintained at 1 meter
- “Weak spots” are defined as areas that may be more susceptible to penetration such as seams, points where seams join (such as the back of the neck, the crotch and under the arms), and zip covers. The jet spray will be directed at an angle to the zip flap intended to force the flap open.
- The operator directs the test subject to stand motionless in positions to allow access to the spray points.
- Each individual spray is for 5 seconds. No specific number of sprays is defined; the selection is determined by the test operator.
- The garment is then allowed to drain for two minutes and carefully removed.
- The total area of any staining of the indicator garment of three tests is measured and a pass or fail calculated
Type 1: Test for Gas-Tight Clothing for Gases and Vapors
For suits for protection against gases and vapors, the key test is of a different format. The suit is inflated to a specific pressure and then left for 5 minutes to allow equalization. The pressure is then monitored for a period of 3 minutes, and the pressure within the suit must not drop more than a specified amount.
Thus the Type 1 internal pressure test is measuring the leakage of the suit under pressure as an indication that it is air tight, and so will not allow penetration of air, vapors or gases into it.
The requirements for Type 1, part garments for Emergency Teams also includes an inward leakage test similar to the Type 5 dust test. Type 1 garments also require a practical performance test with the pressure test conducted before and after.

How useful are the Type Tests?
The EN standard “Type Tests” provide an indication of the effectiveness of protection offered in simulations of real-world liquid spray and dust hazards. Understanding of these tests is useful in identifying the types of applications that the different suits may be suitable for. and in recognizing the different properties of the suits. In fact the tests do have specific implications for the construction and design of garments: –
- The movement tests mean that a poorly designed or small sized garment is likely to split even before the sprays tests are conducted.
- The pressure of spray in the Type 3 test means that only a garment featuring barrier film and sealed seams will pass.
- Whilst a pervious fabric (such as a microporous film) may, subject to quality, pass the Type 4 test, unless the garment is constructed with sealed (not stitched) seams it will fail.
- The pressure and direction of the Type 3 test and the volume of liquid in the Type 4 test means a garment must have a very effective and secure front fastening. A simple zip with single zip flap is unlikely to pass. (Lakeland’s Super-B style garments feature a double zip & storm flap).
Thus, the Type Tests, as well as indicating general performance, by default produce particular requirements for garment design and construction, (such as sealed seams for Type 3 and 4 garments) even though those requirements are not made explicitly in the standards.
| Do the Type Tests indicate the liquid pressure a garment will resist? |
 Contrary to the belief of many, the liquid standards do not specify a pressure of liquid on the garment. Contrary to the belief of many, the liquid standards do not specify a pressure of liquid on the garment.
The pressure of the liquid in the spray nozzle is defined, but this is purely to achieve the correct type of spray and is not an indication of the pressure at which the liquid hits the garment. In fact, the specified nozzle pressure for Type 4 is twice that of the pressure for Type 3, despite the fact that in the Type 3 test the pressure of liquid as it hits the garment is far greater. This seems counter-intuitive, but is explained by that fact that the higher pressure in the Type 4 nozzles is required to generate the finer shower-type spray, ejected through a smaller nozzle hole, whereas in Type 3 the lower pressure is adequate to achieve the jet stream of liquid through the larger nozzle hole. The important point is that the nozzle pressure defined in the standard bears no relation to the pressure of the liquid spray as it hits the garment. So, it is wrong to claim that the pressure in the nozzle is “X”, so that indicates the garment can withstand a liquid pressure of “X”. |
Testing of garments for Handling Hazardous Chemicals in North America.
No standards exist in North America for chemical protective clothing that require testing either of fabric or garment. However, by convention manufacturers generally conduct a series of physical properties tests on the fabric similar to those used in EN standards: tensile strength, trapezoidal tear, burst strength and so on. Results (not classifications) are given in garment-accompanying technical information. However, as these are conducted to different tests standards comparison is difficult.
OSHA Protection Levels for Chemical Resistant Protective Clothing
OSHA has issued four general levels of protection to define the PPE required for each. Whilst the EN standards address only clothing so consider only dermal hazards, these address all PPE in a protective ensemble and consider the primary concern as being respiratory rather than dermal hazards.
The four protection levels are defined as follows: –
| Level A |
High level respiratory, dermal and optical hazards. Garment requirements included a fully encapsulating gas-tight suit with internally worn SCBA and attached gloves and boots. |
| Level B |
High level respiratory, dermal and optical hazards, but not requiring fully gas tight protection. Garment requirements include a hooded chemical resistant (barrier fabric) suit with SCBA worn outside the suit and suitable gloves and boots. |
| Level C |
Limited dermal and respiratory toxicity hazards. Garment Requirements included hooded chemical resistant suit with an air purifying respirator and suitable gloves and boots |
| Leveal D |
No respiratory or dermal hazards. Garment requirements are standard workwear overalls. |
Thus, the OSHA protection levels, whilst providing a useful general guide to the protective ensemble, including the chemical hazard clothing, make no demands in terms of the suit design or performance so leave much more leeway for users to select from a wider range of garments (and arguably, to select garments that may not provide sufficient protection).
For example, a garment with non-sealed, stitched seams, through which a liquid will penetrate, could, according to the definitions, be selected and used for Level B and C hazards, even though Level B is intended to deal with high dermal hazards. In the EN standard such a garment could only be used for Type 5 and 6 applications. A stitched seam would inevitably fail the Type 3 and 4 tests. (Thus, in North America especially, it is vital to understand the importance of seam construction in chemical suits).
In this respect the EN standards provide a much more specific guide for choice of chemical suits simply because the demands of the Type Tests result in specific minimum performance and construction requirements.
Testing in North America for Resistance to chemicals
The OSHA protection levels go no further than suggesting “chemical resistant clothing”, with no requirements for testing. However, whilst not indicated in the protection levels, chemical suit fabrics are generally tested according to one or both of two tests: –
Permeation Resistance Test: ASTM F739
This measures permeation resistance against specific chemicals dictated by the application and is essentially the same test as that used for permeation resistance in the EN standards described above (ISO 6529). However note that whilst it measures the same property, the time to reach specific rate of permeation, whilst the EN test generally uses a time until a rate of 1.0µg/cm2/min is reached, the ASTM test specifies time until a rate of 0.1µg/cm2/min is achieved ( a rate ten times lower that the EN test). So when comparing results care needs to be taken to ensure the same definition of “breakthrough” has been used.
Penetration Resistance Test: ASTM F903
This is a simple visual test to measure resistance to penetration and is used for lower hazard chemicals.
To understand why the difference between chemical permeation and penetration is important and what other information you need before handling a hazardous substance, read our blog here.
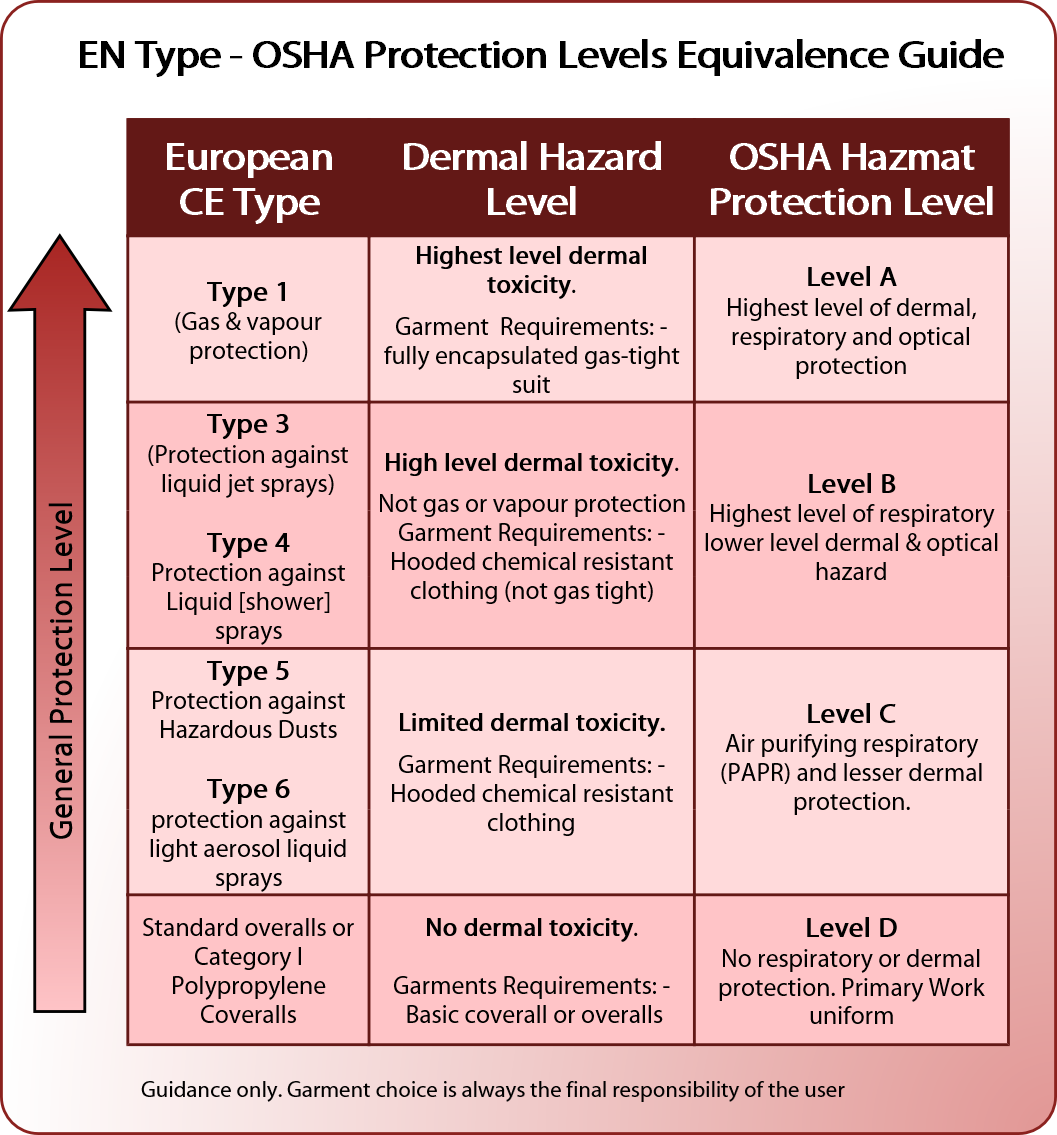
How do the EN Standards and US Protection Levels for Handling Hazardous Materials in the Workplace Compare?
Because of the different approach’s taken comparison is difficult and there are no direct equivalents. However, in general terms, and with exceptions and qualifications, the relationships between them can be concluded as in the table below
Conclusion: Which is better for choosing Chemical Protective Clothing: US Protection Levels or EN Protective Clothing Standards?

The solutions offered by Europe and North America to the challenge of selecting suitable PPE for protection against hazardous chemicals are quite different: –
- Whilst the European EN system is based on mandatory regulation, in North America the principle is more around general, non-mandatory guidance.
- As with other standards, in North America the guidance relates to the overall hazard protection, indicating general requirements for the complete PPE ensemble. By contrast, the European approach is to use separate standards for different types of PPE.
- EN standards define testing with minimum requirements, resulting in specific construction, design and performance properties of the garment whilst the OSHA protection levels define no more than general performance requirements.
There are advantages and shortcomings with both. The security resulting from knowing that EN-certified garment performance has been independently tested and approved means users can be confident that a minimum level of protection is provided, whilst the hazard-centered US approach of defining all the PPE required for particular hazard levels means the total ensemble is addressed without the need for understanding and reference to multiple, complex standards. And arguably, the absence of specifics in the US approach means safety managers MUST develop better understanding of the hazard and how to protect against it (as opposed to the risk in Europe that they can simply ask “is the PPE certified?” and leave it at that, making the dangerous assumption that CE certification means it is safe to wear and developing no deeper understanding).
Meanwhile the EN standards treat each type of PPE as separate, despite the fact that they are commonly used together and that one may affect the performance of the other.
At the end of the day for the safety manager the primary concern is to ensure workers are adequately protected, regardless of where they reside. In my view the best safety managers will rise above what their local region demands or suggests and be aware of and make use of both. For the diligent Safety Manager, there is a clear and beneficial use for both.



